Worldwide, there is a clear and growing need for alternative municipal sludge disposal. Methods such as landfill or agricultural usage can be seen as critical from an environmental perspective. Sludge mono-incineration offers a way of municipal sludge incineration that ensures safe and environmentally friendly disposal, while allowing for both the recovery of energy and scarce natural resources such as phosphorous.
SCHMIDTSCHE SCHACK supplies energy recovery systems for fluidized bed incinerators and multiple hearth incinerators. Depending on the incineration process we apply our heat recovery equipment in different stages.
Maximization of energy recovery from the sludge incineration results in optimized plant operation economics with near-zero fuel consumption. It also leads to plants performing as renewable green energy providers for various applications, with benefits to the constituents as well as to the environment.

SCHMIDTSCHE SCHACK Heat Exchanger Solutions provide all of the energy recovery needs between the furnace outlet up to the inlet of the emissions control system.
These options can range from air preheater to waste heat boilers for power generation (at larger plants) to hot oil heat exchangers for sludge drying or Organic Rankine Cycles (ORC’s), plume suppression heat exchangers, or fume re-heaters.
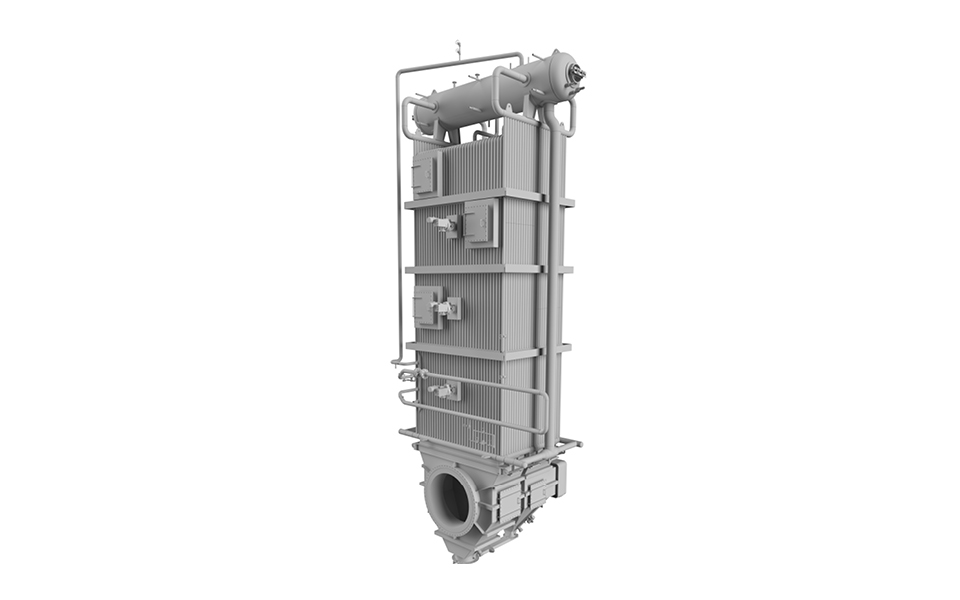
The most important product we supply for new furnaces is the SCHACK® Air Preheater Flue Gas Through the Tubes – Types (FGTT). Hot flue gas flows through the tubes and the heated medium flows over the tubes in multiple cross-counterflow passes.
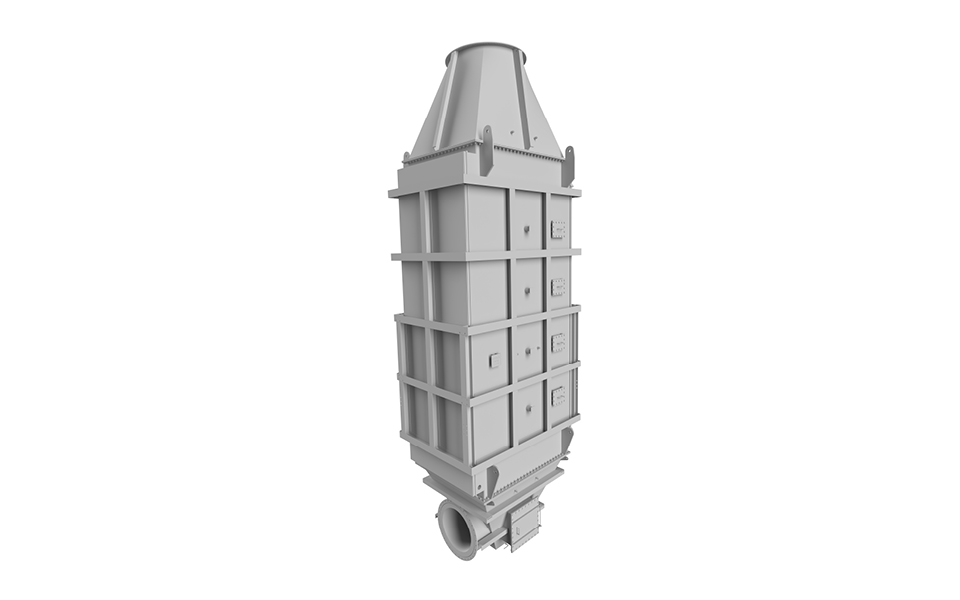
SCHACK® Green Boilers are typically downstream of the SCHACK® Air Preheater FGTT-Type and create saturated or superheated steam for various uses. Some send the steam to a turbine to generate electricity; some send it to other users in the plant, perhaps for seasonal heating, etc.
The SCHACK® Thermal Oil Heater is designed as part of an ORC and combined with a turbine, the heated oil converts the thermal energy to electricity. Although not as efficient as steam based systems, ORC’s can be an attractive alternative, particularly because their operating pressures are lower and operating costs can be reduced.
The SCHACK® Green Boiler is designed to handle the most difficult industrial applications. Heavy particulate / ash flow can be accepted without erosion to pressure parts. Corrosive environments can be managed with intelligent design and proper selection of construction materials. This SCHACK® design has wide acceptance in a variety of dirty gas applications.
With 50+ years of experience in sludge incineration, our Green Boiler will withstand this severe environment, avoiding premature failure of the equipment. The membrane wall technology ensures consistent temperatures throughout the entire boiler – maintaining uniform thermal growth between the evaporator and membrane walls. Our modular design maximizes shop fabrication, minimizing costly field erection & assembly work.
In applications where super-autogenous combustion is expected, SCHACK® in-bed coils and over-bed coils can be used to reduce bed temperatures, minimizing the need for freeboard water sprays or increased excess air.
Our in-bed coils are typically designed to be rotatable, prolonging their expected operating life and reducing required maintenance. In-bed coils can be used as the sole steam generation source, or as an enhancement to external steam generation, working with external superheater and economizer surfaces.
Your Benefits:
The SCHACK® Thermal Oil Heater can be used in sludge incineration processes for auxiliary building heat or to act as the heating source for dryers as well as for an Organic Rankine Cycle (ORC). These units can either be serpentine tube or fire tube designs.
The serpentine design boilers are fitted with online cleaning devices, while the fire tube versions act as a self-cleaning design. When the Thermal Oil Heater is designed as part of an ORC and combined with a turbine, the heated oil converts the thermal energy to electricity. ORC’s can be an attractive alternative, particularly because their operating pressures are lower and operating costs can be reduced.
Your Benefits:

The SCHACK® FGTT Air Preheater Type ‘Recuperator’, incorporates a design whereby hot flue gas flows through the tubes (FGTT) with preheat air flowing over the tubes in multiple cross-counterflow passes. The FGTT tube bundle is an all welded construction, with refractory lined casing.
The high velocity dirty gas flow within the tubes is parallel to (rather than normal to) the heat transfer surface. This eliminates erosive impingement, which would limit life. Additionally, the combination of vertical tubes plus high velocity flue gas flow results in a self-cleaning design. Schack recuperators in this service have lasted as long as 20+ years without tube replacement.
The FGTT construction has wide acceptance in dirty gas environments, with hundreds of ‚Schack‘ recuperators in service worldwide for fluid bed incinerators alone.
Every stack that exhausts hot flue gases to the atmosphere represents irretrievable thermal energy. If recovered as useful heat, it directly translates into savings in total energy costs and possibly reduced capital costs.
You are interested in SCHMIDTSCHE SCHACK solutions for Waste to Value and would like to get further information?
Get our e-paper on solutions for the Waste to Value industry.
First FGTT application
Thermal preheater power
Flue gas temperature up to
Years of experience in sludge incineration
Our heat exchanger units in sludge incineration processes globally
Introduction of the 770 °C air preheater
